Making a Poor-Man's Taper AttachmentTooling for my Taig lathe
Part of
the Making Stuff collection
Copyright © 2018. This work may be transmitted or stored in electronic form on any computer attached to the Internet or World Wide Web so long as this notice is included in the copy. Individuals may make single copies for their own use. All other rights are reserved. |
|
|
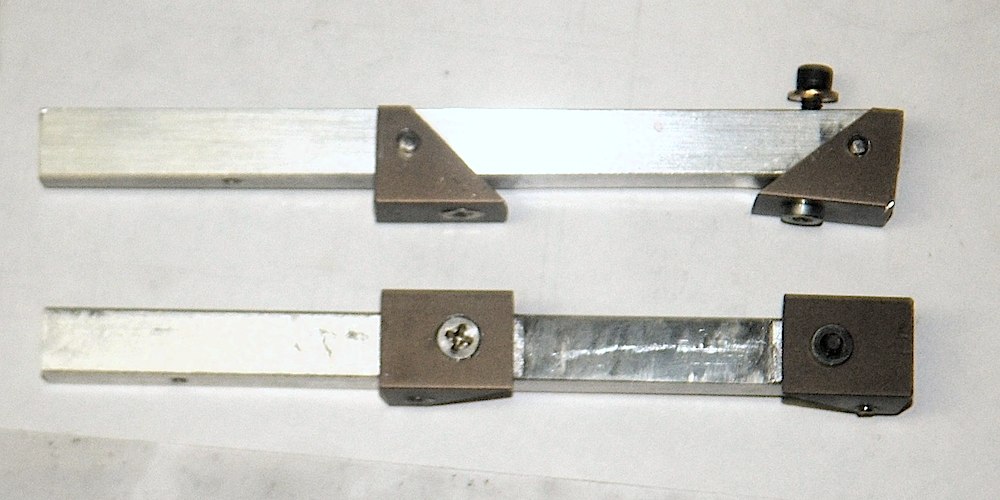
To make my taper attachment, I first built a pair of bars that could clamp to the lathe bed. I used 1/2" square aluminum bars, with clamp shoes made from 3/4" extruded aluminum channel that was a snug fit on the bars. The shoe that rides on the rear of the lathe bed is fixed permanently to the bar by a press-fit pin and a screw. That clamp is held parallel to the bar by a 1/8" spacer.
The front clamp is free to pivot on its mounting pin, but it has a captive nut (a swage nut) driven into it that mates with a cap screw through a hole in the bar. To mount the clamp bar on the lathe bed, the rear shoe is engaged, then the front shoe it pivoted into position before the mounting screw is inserted and tightened.
After the bars were completed, I mounted both of them on the lathe and scribed
a reference line on the bar tops parallel to the lathe bed.
|
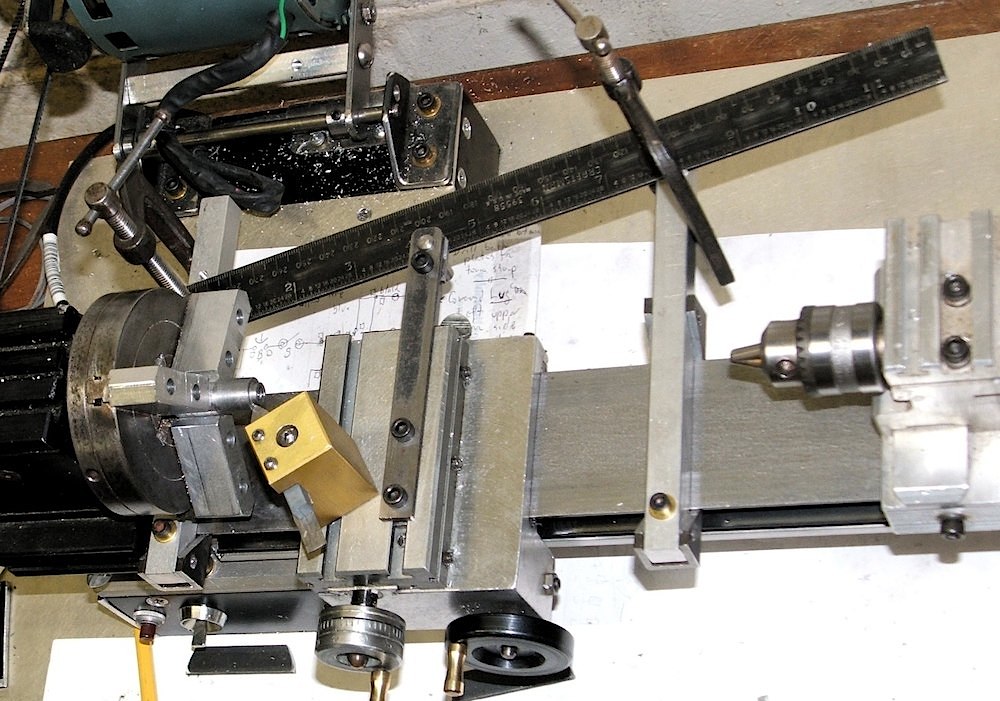
To cut a taper, I clamp the two mounting bars to the lathe bed as far apart as I can and then use C-clamps to clamp the ruler from my combination square to the bars. To set the angle, I measure the distance between the bars and then multiply this by the tangent of the desired angle. One end of the ruler is set on my scribed reference line. The other end is offset from the scribed line by the tangent times the distance between the bars.
I made a follower for the carriage out of two pieces of hot-rolled steel bar. The bottom piece fits in the T-slot, while the top piece clamps down over it. At the far end, a 1/4" steel pin through both bars rides against the ruler. To set up for turning a taper, I do the following:
|
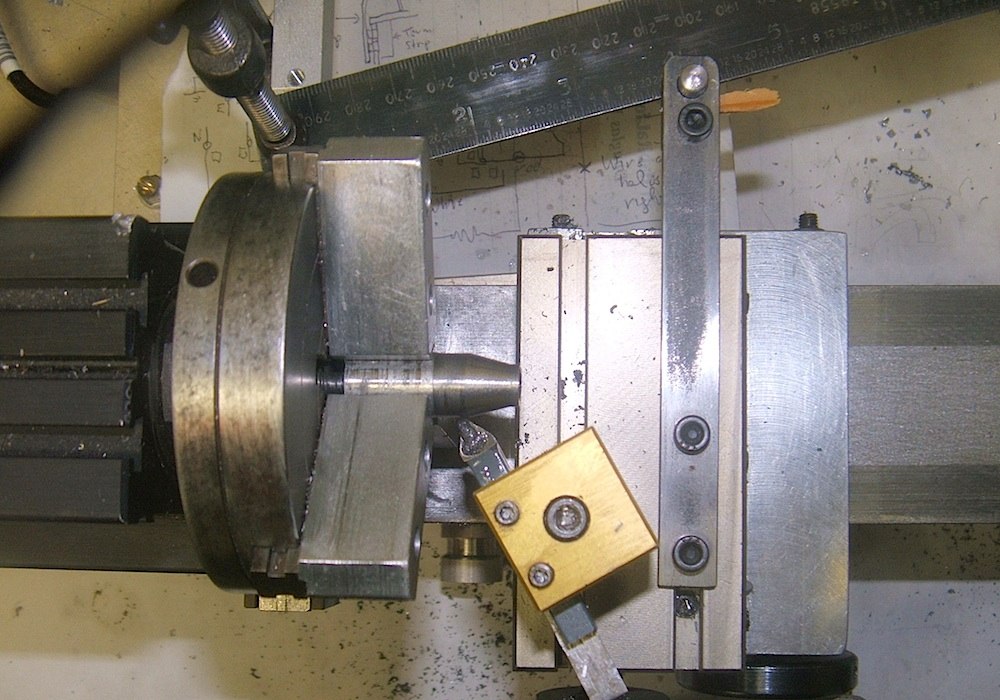
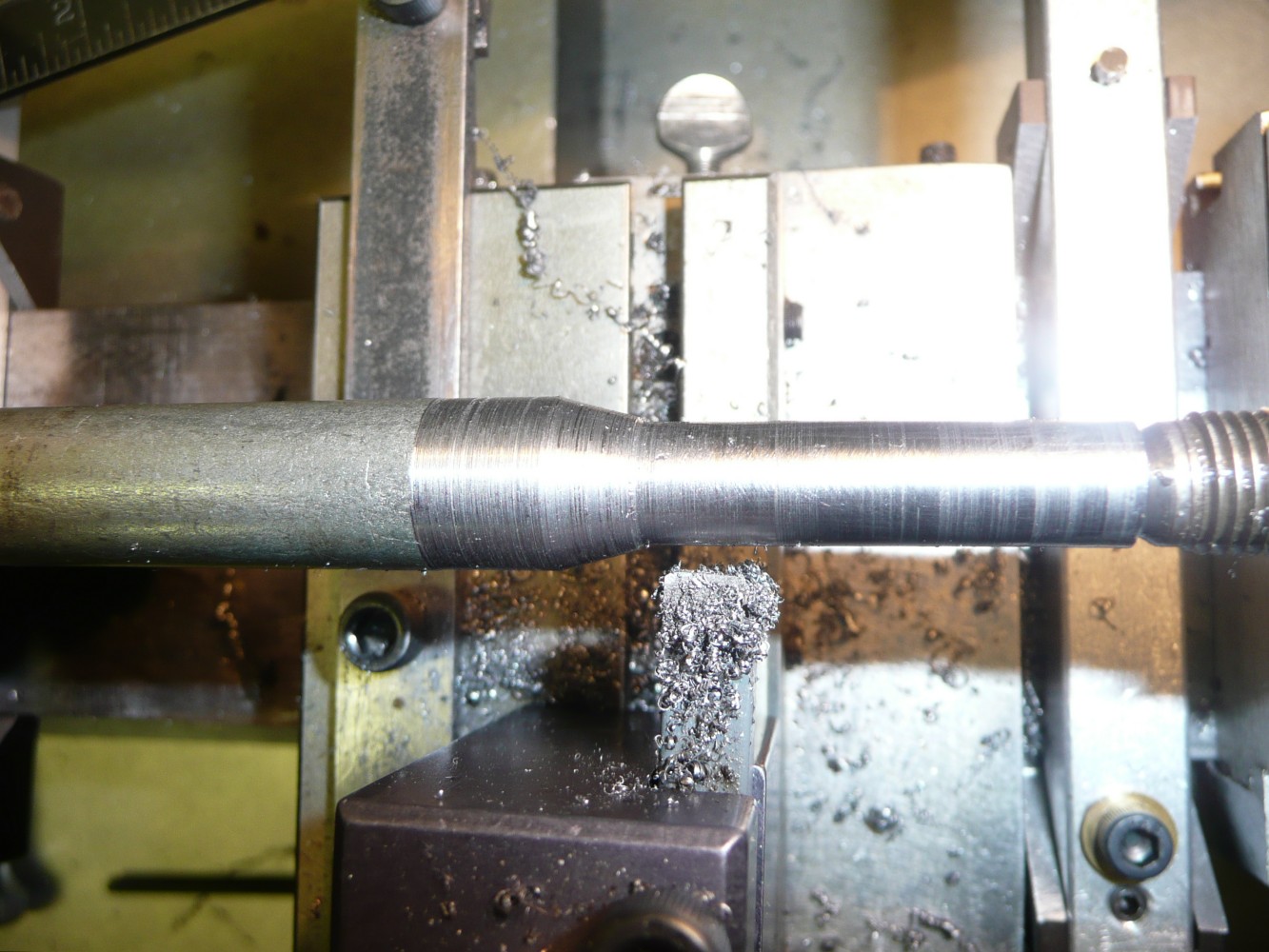
The photo shows the 15°taper I was cutting, immediately after the final cutting pass. I'm cutting fairly hard steel, so I'm using a brazed carbide cutter. All of the swarf from the final pass is balanced on the cutter in this photo — it's a mixture of cutting oil and very fine gritty bits of steel because I made the final pass very slowly in order to get a nice finish to mate with the lathe spindle taper.
This setup has worked very well. So far, the primary use I've had for it is to turn 15° tapers on tooling that fits the lathe's spindle taper, but I've used it three times:
I described most of the material above in an May 31, 2017 posting on Nick Carter's Taig Lathe and Milling Machine Blog
|
|
How do you cut up a chunk of tungsten-carbide? With a cheap diamond cutoff disk. I chucked the mandrel that came with the disk in a lathe collet, draped the lathe bed with paper towel to catch the debris (a mix of tungsten carbide and diamond dust), clamped the tungsten carbide chunk in the toolholder, and then used the cross feed to slowly feed it into the cutoff disk. Simple. The bad thing about this approach is that the mandrel that came with the pile of cutoff disks couldn't hold the disk very well centered, so it only cut during a fraction of each revolution.
In any case, after cutting, it's easy to use the face of the cutoff disk to polish the cut end, the same way you would sharpen a carbide lathe tool. When done, throw away the diamond and carbide contaminated paper towel, oil the lathe bed and cross slide, then wipe it clean with a new piece of paper towel before oiling it again.
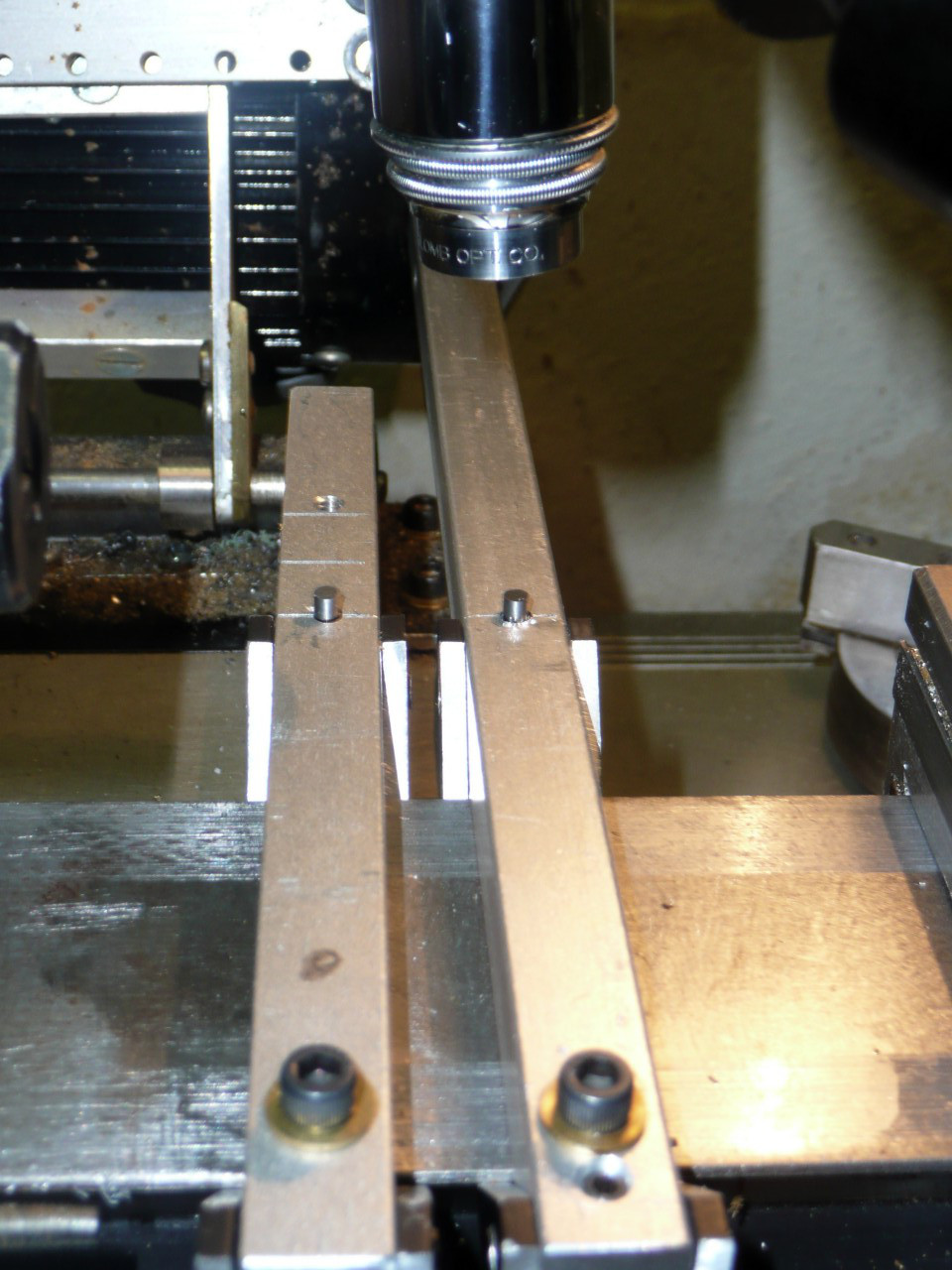
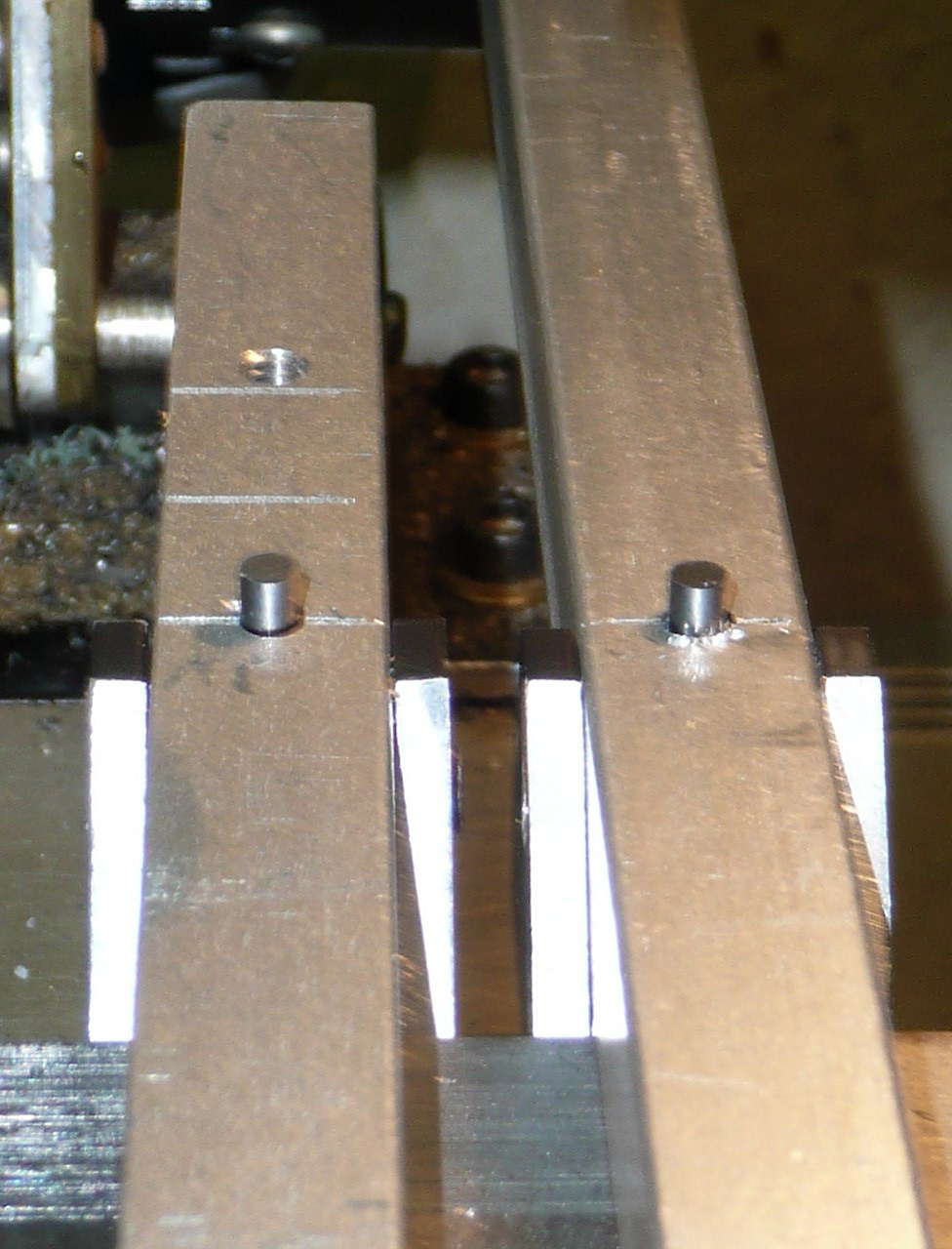
In the photo, you can see that I drilled holes for the pins centered in lines scribed parallel to the lathe bed. I clamped a scriber to the lathe carriage to get these lines exactly parallel to the bed, then center punched them carefully. I used the microscope (you can see the lens poking down from above in the overview photo) to correct the center punching so it was close to exactly where it belongs, then used a micro drill to make short pilot holes. Despite all my careful planning, the holes ended up about 0.01" off from each other relative to the lathe center line.
|
|
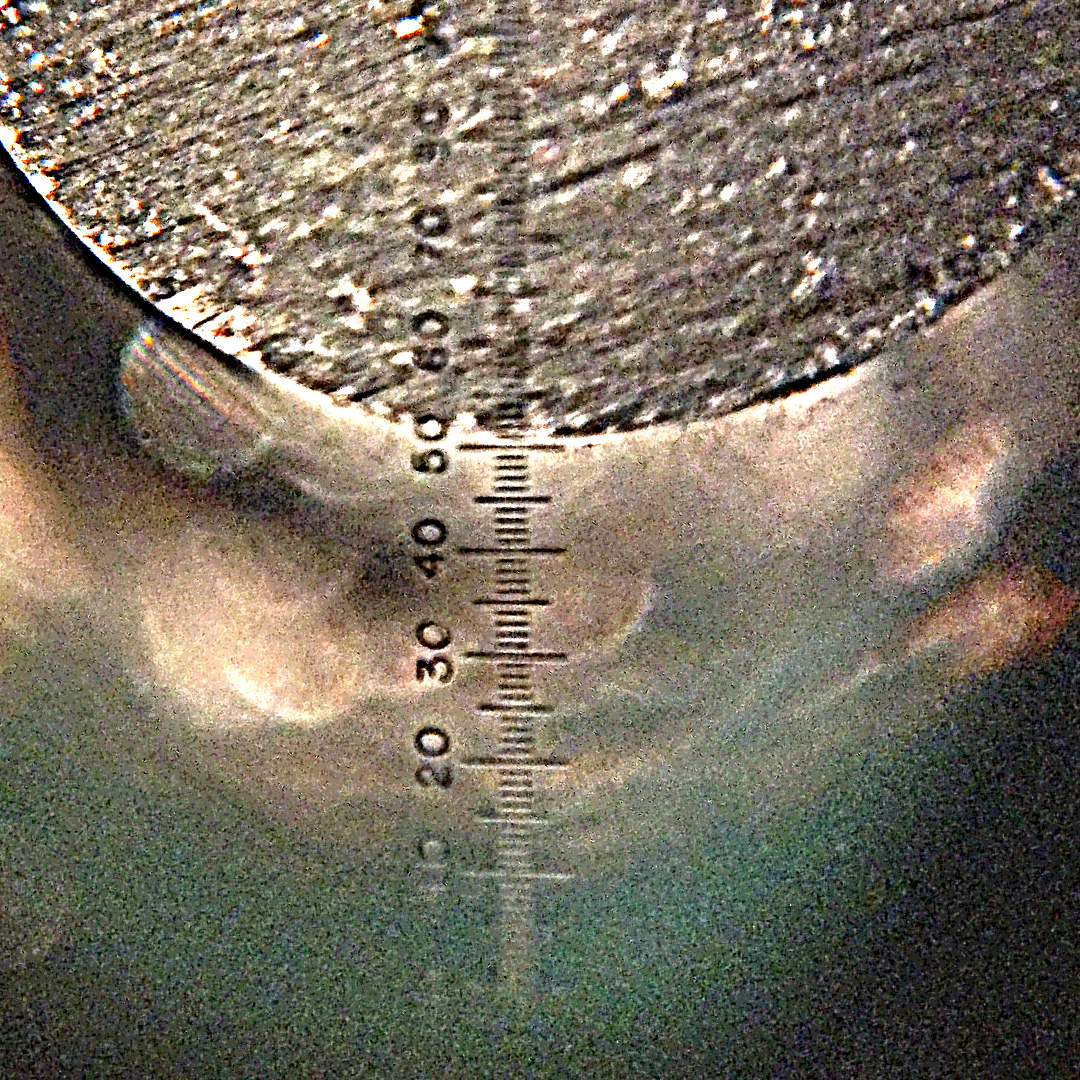
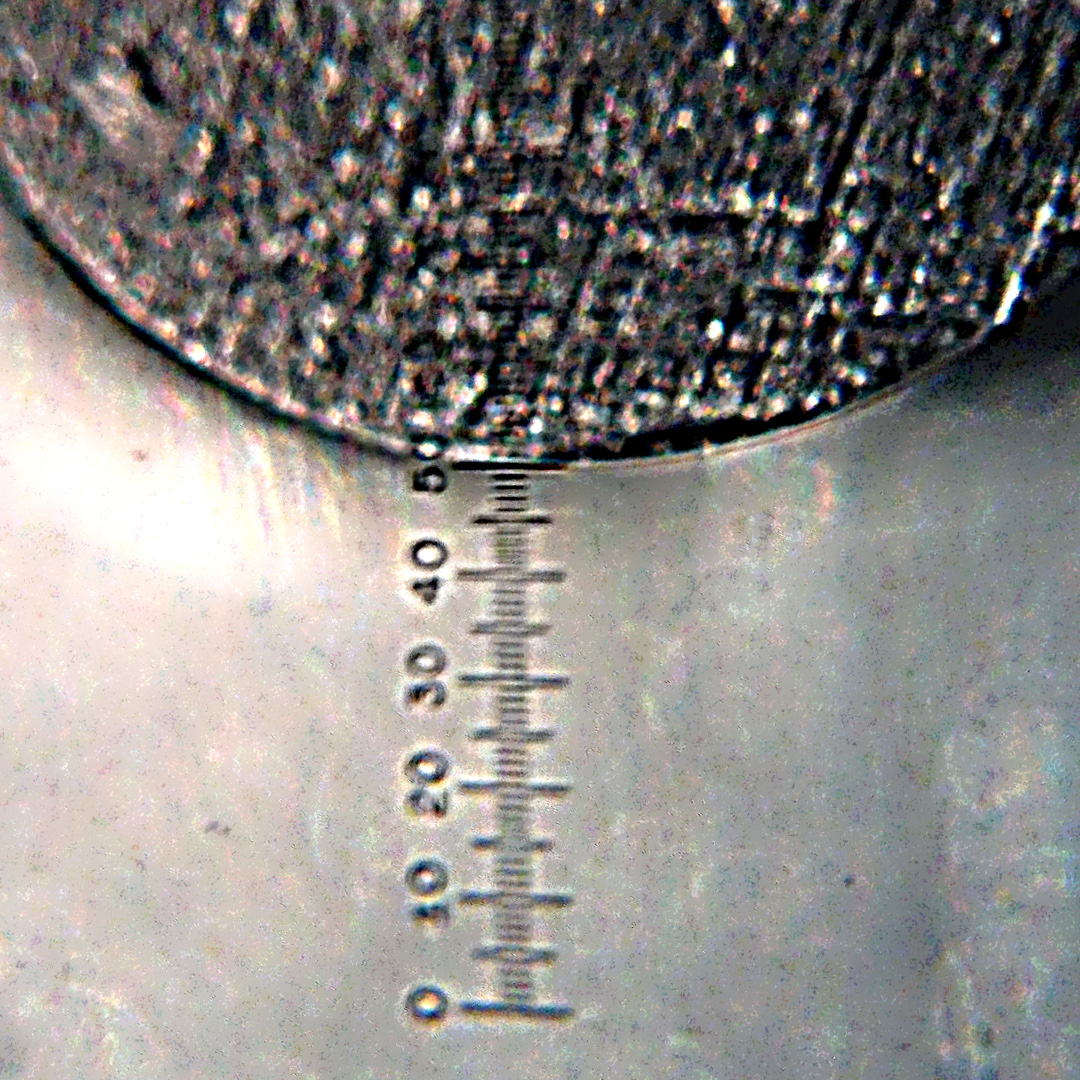
The microscope was mounted on the lathe carriage for these photos, and aside from moving the carriage to look at the two pins, the microscope was not touched. The measurements were quite repeatable. Moving the carriage back and forth between the pins did not change the relative position of the scale. This means that the microscope scale is in exactly the same position relative to the lathe centerline in both photos. I also checked that unclamping a bar from the lathe and re-clamping it did not change the reading so long as it was clamped tightly. As you can see, the pins are now within 0.001" of each other relative to the lathe centerline.
How did I get the two pins within 0.001" of each other after drilling holes that were off by about 0.01"? By using a ball peen hammer and a long but very slim punch to swage the aluminum against the sides of each pin, pushing it toward the correct alignment. You can see a smooth background outboard of the right pin, while the background outboard of the left pin is full of out-of-focus sparkles. These are the dimples made by the punch. The dimples made to push the right pin into position were on the other side of the pin and are visible as sparkles around the base of the pin in the oblique views at the top of this section.
It took a fair number of hammer blows to push the pins into alignment, but not one hammer blow landed on the pins themselves. The entire process involves distorting the aluminum around the pins in order to center them.

|
With this done, I set the taper using my dial caliper. I had to back off the tailstock to do this. In this case, I wanted a 15° taper for a slitting saw mandrel to fit my lathe spindle, and with 5 inches between my alignment pins, here's the necessary math:
5×sin(15°)=1.553 (rounded)
I set set my caliper to 1.553 inches and locked the slide. With the left end of the ruler from my square lightly clamped to the left bar, I pushed the right end out using the inside jaws of the caliper until the other inside jaw fit tightly against the alignment pin, using the jaw of the caliper to keep the caliper square with the ruler. After checking that the left end of the ruler was still snug against its pin, I tightened that clamp and then clamped the right end.
|