Taig Lathe Motor MountsSetting up my lathe
Part of
the Making Stuff collection
|
|
|
A key features of the best mounts I saw is a mounting pedestal to lift the lathe bed up above the work table, not unlike the traditional mounting for a watchmaker's lathe. This makes it easy to clean swarf and debris from under the bed, and it gives better access to the cranks on the side of the carriage.
I had some scrap aluminum sheet, close to 1/8" thick, and I had a surplus MDF cabinet door, so I epoxied the aluminum to the MDF, using a large pile of sandbags to squeeze the sandwich while the epoxy set, and then I used a router to machine the edges. Initially, I had a problem with chip-welding where the router left an almost furry surface on the machined edge of the aluminum. Rubbing beeswax on the aluminum edge before the final pass of the router completely solved this problem.
I painted all of the cut edges of the MDF base, including screw holes and the hollow routed into the base from the top inside the pedestal. The hollow was necessary to hold the capacitor for the capacitor-run induction motors I used to power the lathe.
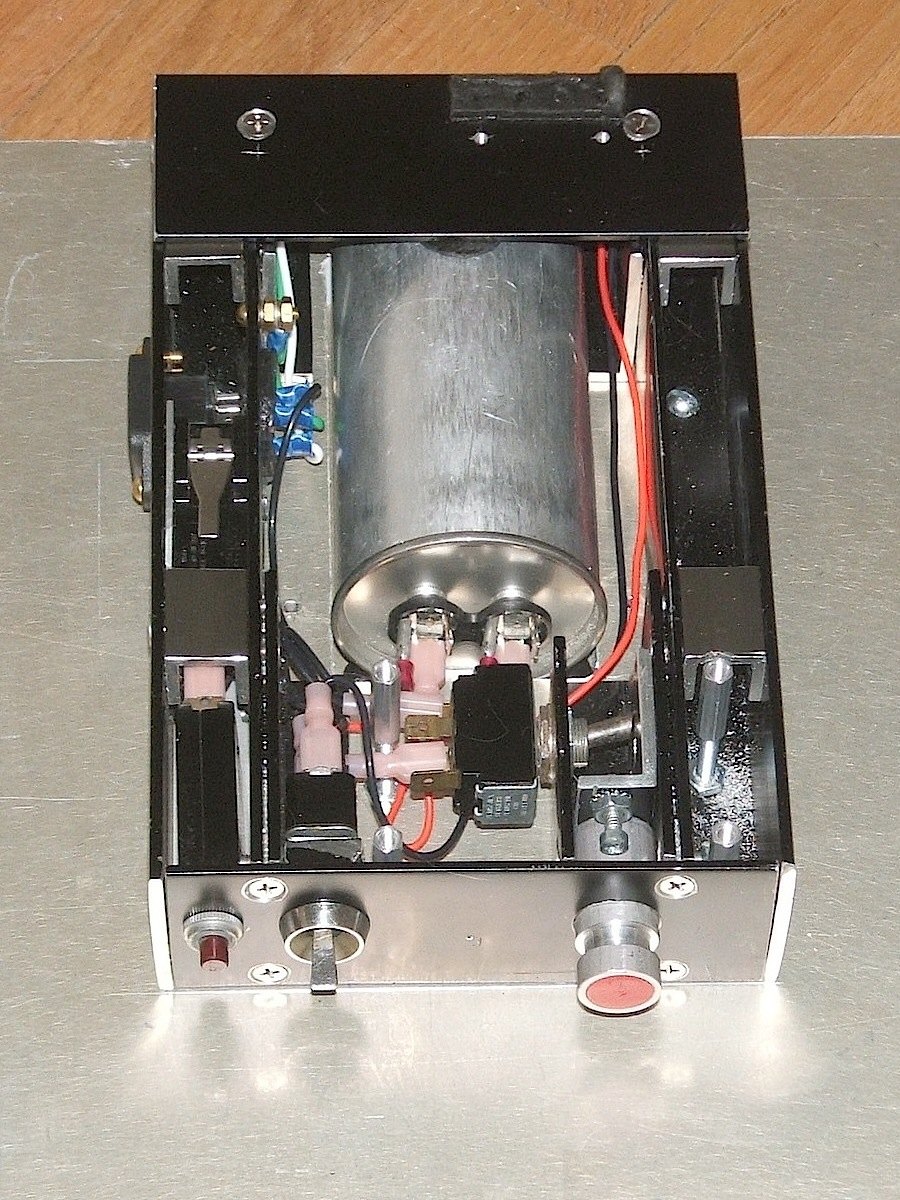
I built the pedestal for the lathe out of 1"×2" architectural aluminum
channel, with a
pull-on, push-off switch
plus a forward-reverse switch mounted on the front.

|
|
|
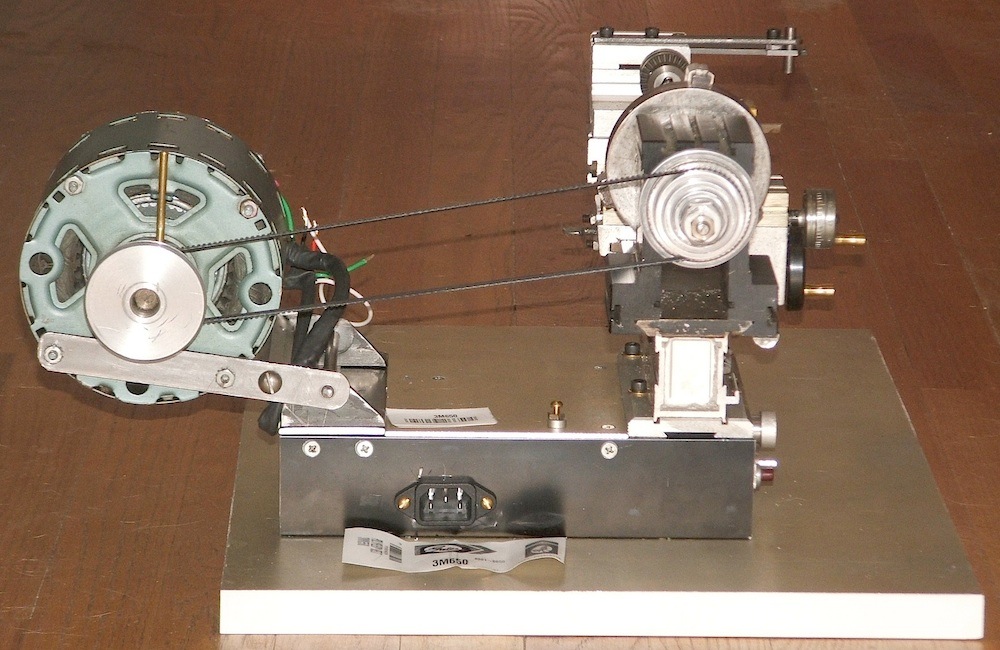
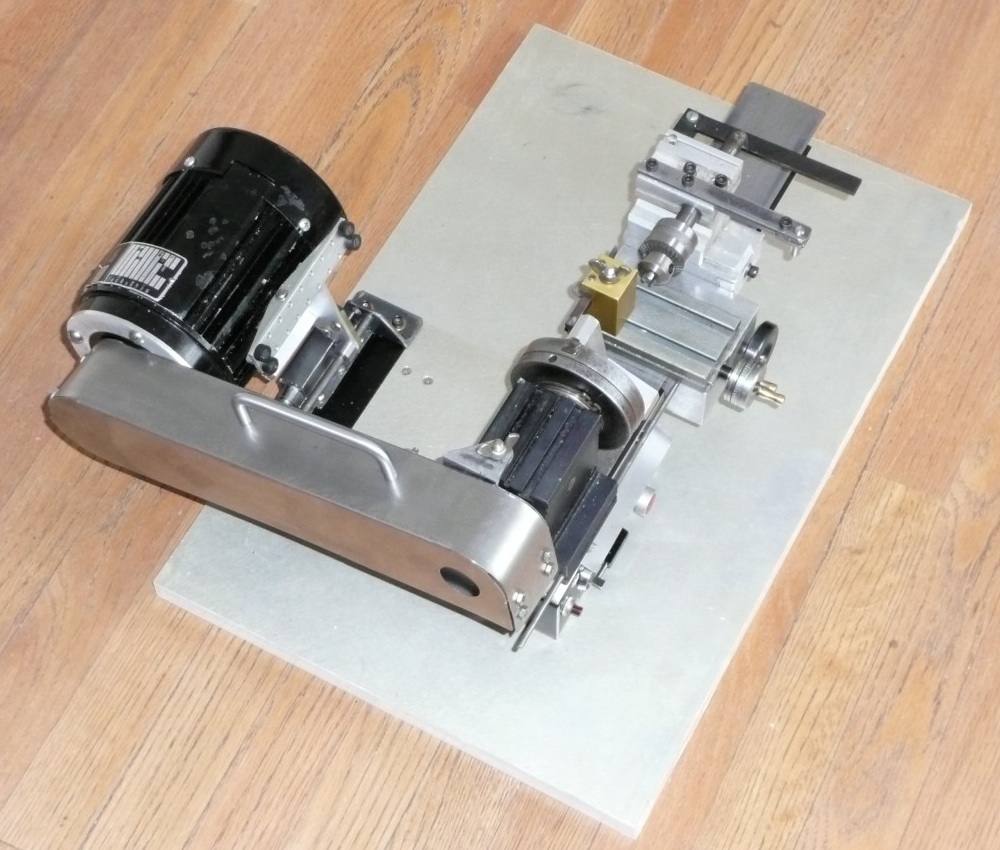
Looking at other motor mounts, I concluded that I wanted the motor behind the lathe, not off to the end, and I wanted it farther back, out of the way of flying swarf and out of the way of my hands and lathe tooling such as the taper attachment I built early on. At the same time, when the lathe is not in use, I wanted a compact package.
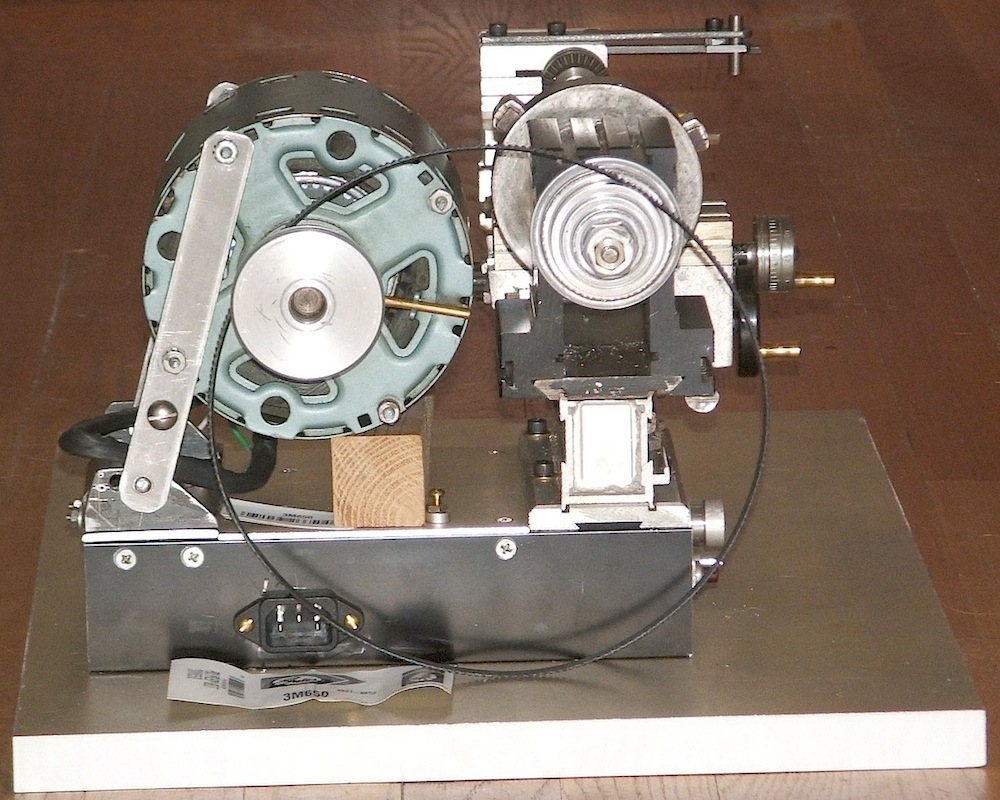
To meet both of these demands, I mounted the motor on a hinge attached to the rear of the pedestal. When the motor is swung forward, releasing tension on the belt, it sticks up no higher than the lathe chuck and rests against the back of the headstock. I usually didn't actually let it rest against the headstock, but instead put a block of wood under the motor when it was parked.
When swung back away from the lathe, the motor hangs out over the back and the weight of the motor is suspended from the belt. This determined the belt length. Where Taig generally recommends a Gates 3M 500 when the motor is mounted behind the lathe, the spacing I ended up with led me to buy a 3M 650 belt. (3m is a belt size, a single-strand micro V-belt approximately 3mm wide; 650 is the belt length, in millimeters.)
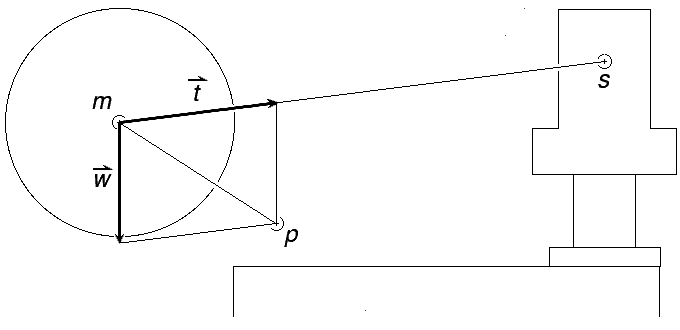
The tension on the belt is determined by the motor weight and the angles at which the motor hangs and the angle of the belt. I made the hinge adjustable, there are two mounting holes for the hinge pin, a piece of 1/4" steel rod, and the mounting ears for the hinge pins slide front to back in oval slots. Sliding the mounts forward toward the lathe increases the belt tension, sliding them back decreases the tension. The following vector diagram illustrates this:
|
I weighed my motor, and found that it weighed a bit over 10 pounds. Gates recommends a minimum belt tension of 5 pounds per strand of belt and a maximum of 7.5 pounds per strand. Since a full loop of belt has two strands carrying the weight, this means that the total force applied between the motor pulley and the main shaft pulley on the headstock should be between 10 and 15 pounds. I did my design based on 12.5 pounds, so the ratio |w| to |t| in the above vector diagram should be a bit over 10 to 12.5.
In constructing such a vector diagram, you begin with a scale drawing of the end elevation of the system, showing the correct relationship between the motor pivot, the motor shaft and the main shaft of the lathe, and then construct the parallelogram connecting the motor shaft to the motor pivot. The ratio of the lengths of the sides of this parallelogram is the ratio of the weight of the motor to the belt tension. You usually need to repeat the exercise with successively different pivot locations or successively different pivot-to-motor distances before you get the tension right.
The first motor I used was not a good choice for two reasons:
There was also a significant problem with the way I mounted the motor:
|
|
The Bodine motor required major changes to the control system, since it is a 4-wire motor where the first motor was a 3-wire motor, and they require different capacitors. The changes were extensive enough that I have written them up elsewhere.
One minor problem with the Bodine motor was that it had a 3/8" shaft, where the Taig motor pulley I already had was drilled 1/2" – an exact fit for my first motor. Before I dismounted the old motor, I used my lathe to turn an aluminum bushing with a 3/8" inside diameter and a 1/2" outside diameter. I turned it so it was a snug slip fit on the new motor shaft and a mild press fit into the hole in the Taig pulley, and then I drilled and tapped the bushing through the existing set-screw hole in the pulley. With this setup, the set screw locks the bushing to the pulley.
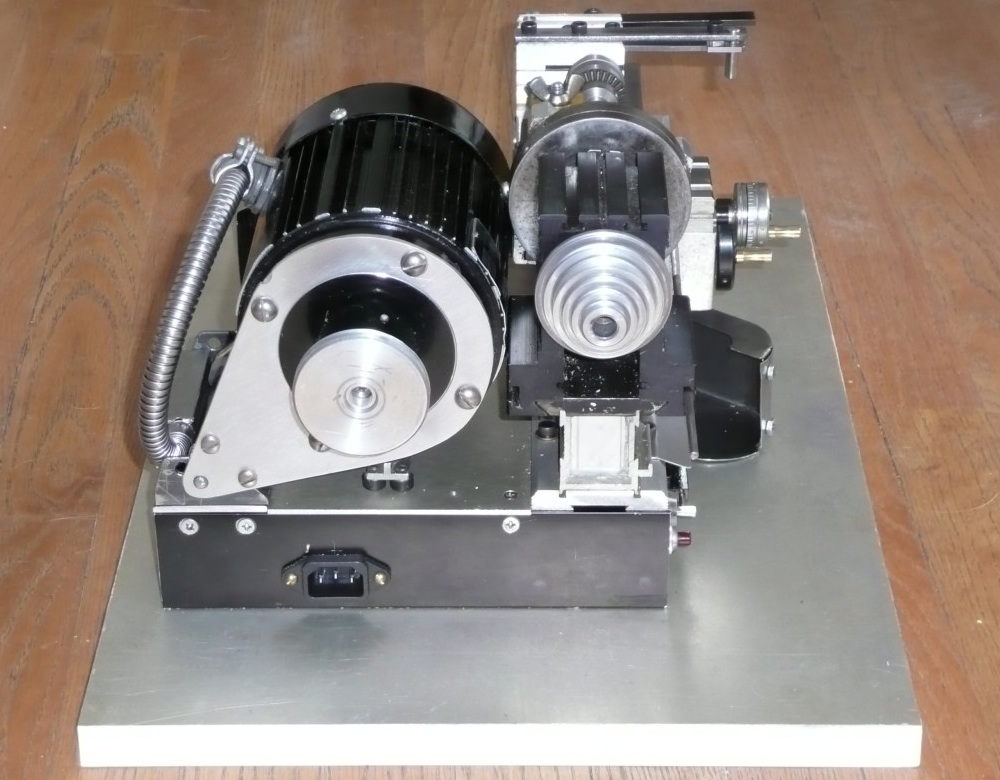
At 11 pounds, the motor mount geometry required by the Bodine motor is essentially the same as my original motor. The motor has a NEMA-C face mounting, however, so I decided to follow David Underwood's lead and make a mounting plate that mates with the face of the motor. Because my hinge pin is much thinner than Underwood's, I opted to add a second mounting point attached to the side of the motor using the holes on the motor intended for attaching a mounting base. As a result, I did not have to rely on the stiffness of the face mounting plate.
I cut the round hole in the face mounting plate on my lathe, using a fly cutter as a trepanning tool while the plate was bolted to the toolpost. The outside dimensions of the two plates were simply cut with a saber saw and then filed to the scribed line. I have a file I can mount on my Sawzall that makes fast work of rough filing and minimizes the hand labor of finish filing.
The hole for the wires on the side of the Bodine motor is threaded to fit standard conduit fittings, so I screwed in a right-angle fitting to mate a piece of flexible metal conduit to protect the motor wires. This conduit is bent at close to the most extreme bend it permits, but the result provides excellent protection for the wiring. I used a chunk of 3/8" internal-diameter interlocked flexible metal casing from Universal Metal Hose; it was a loose chunk, so I cannot be sure of the part number, but I think the minimum bend radius is 2.5" and an outside diameter is just under 1/2".
As can be seen in the photos, I made two other improvements:
The Bodine motor mount and the motor itself have worked out very well. The motor has enough power for extended work on A36 steel without becoming more than slightly warm, and it is much quieter than my old motor.
I described some of the material here in an Aug. 23, 2016 posting on Nick Carter's Taig Lathe and Milling Machine Blog