
Making a Drill Press Depth Stop
Part of
the Making Stuff collection
Copyright © 2021. This work may be transmitted or stored in electronic form on any computer attached to the Internet or World Wide Web so long as this notice is included in the copy. Individuals may make single copies for their own use. All other rights are reserved. |
|
|
The plastic depth stop brackets on these inexpensive drill presses seem to be a common point of failure. Several people have written up their approaches to replacing them:
I even found a 3-d printed plastic replacement on eBay for $14, but I didn't want plastic, so I decided to make one out of steel, partly because I wanted the learning experience. In the photo, you can see the broken original is sitting on a sketch of the part I planned to make.
The big change between the original and the replacement is the locaiton of the slit and clamping screw that holds the bracket to the quill. The original had the slit and screw at the back, while in the plan, I moved them 90 degrees, uniting the clamping hardware with the arm that comes out to hold the depth stop.
In the final design, shown clamped to the drill press quill, I rotated the slit a bit more to reduce the total amount of metal in the bracket, and more important, to reduce the size of the rigid portion of the ring clamping the bracket to the quill.
My source of steel was a salvaged length of 4" hot-rolled steel angle, with
a web thickness of 5/16" (8mm). I chopped off a chunk with my Sawzall
and set to work. (The material was salvaged from a house built in 1947-48,
so it is probably A7 (as revised in 1936) structural steel,
while the modern A36 structural standard was introduced in 1960 and
replace A7 in 1965.)
Trepanning a hole
The first step was to cut a hole in the plate to fit the shoulder at the bottom
of the drill-press quill. I began by clamping my dial caliper
tightly to the shoulder and then locking it at that dimension with the locking
screw. The point was not to take a numerical measurement, but to leave the
caliper locked at that dimension. When I did read the calipers,
it was a really odd value in inches but almost exactly 4cm.
|
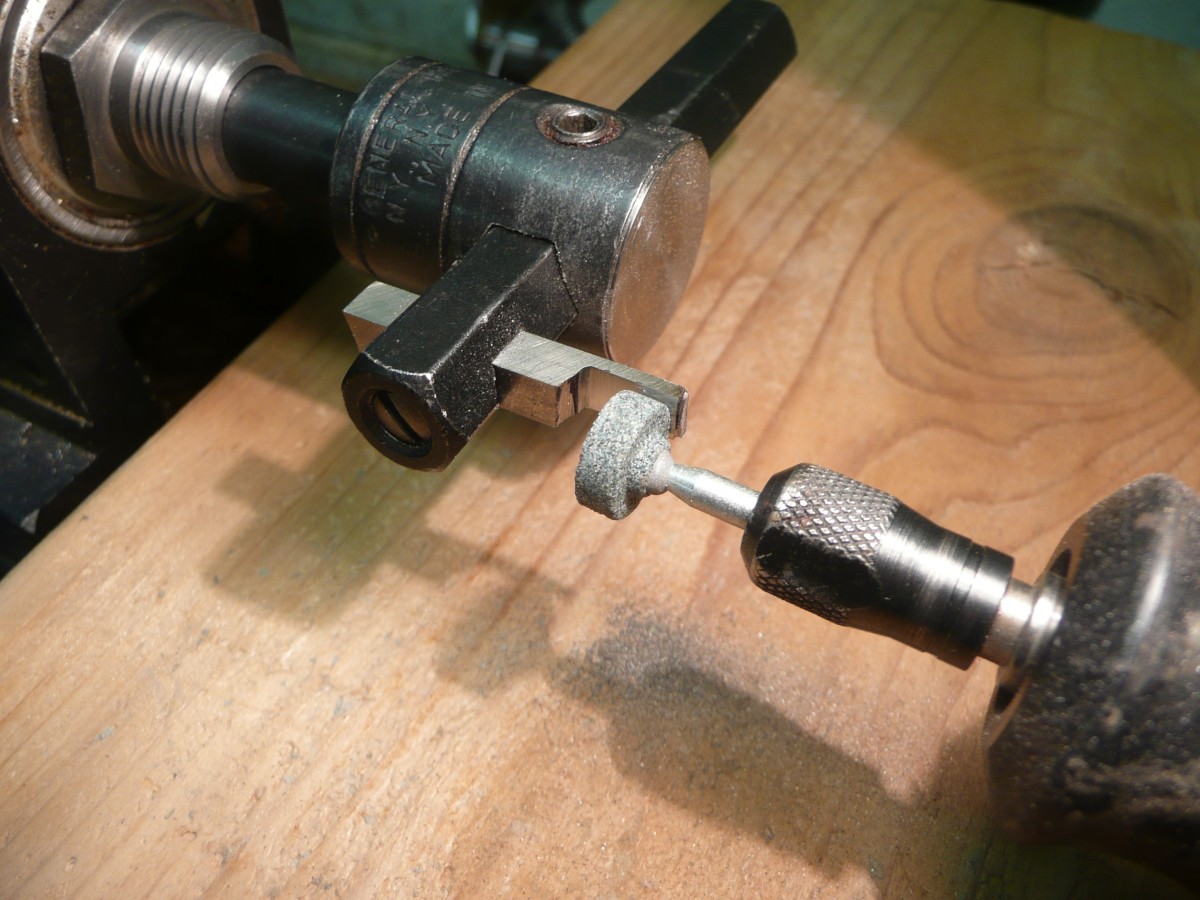
The fly bar takes a 3/16" square tool, so I ground my trepanning tool from a 3/16" high-speed steel pre-hardened and tempered tool blank. I began by grinding it the way you'd grind a cutoff tool, taking it down to about 1/16" thick for a depth of just over the thickness of the plate I wanted to trepan.
I then mounted the tool in the fly bar and adjusted the radius so that when I rested the calipers on the lathe bed and swung the tool in a half circle, the finger of the tool just brushed both jaws of the caliper without moving the caliper at all. Once the radius was adjusted, I never changed the adjustment until the trepanning was well started. At that point, it was possible to use the groove in the workpiece to re-align the tool, allowing me to take the tool out for re-sharpening, something I had to do several times.
The second to the final step in grinding the tool requires a toolpost grinder. I simply clamped the body of my dremel tool to the cross slide using random bits of hardware that held it rigidly in place with the spindle close to paralell to the lathe axis. I used a chunk of wood across the lathe bed to protect it from grit and then set to work grinding both the inside and outside surfaces of the cutter so they were cylindrical and concentric with the lathe axis.
The plank blocked the fly bar from rotating, so I simply grabbed the far end
of the fly bar and wiggled it up and down as I slowly advanced the grinder for
each cutting pass, taking off a few thousandths at a time.
|
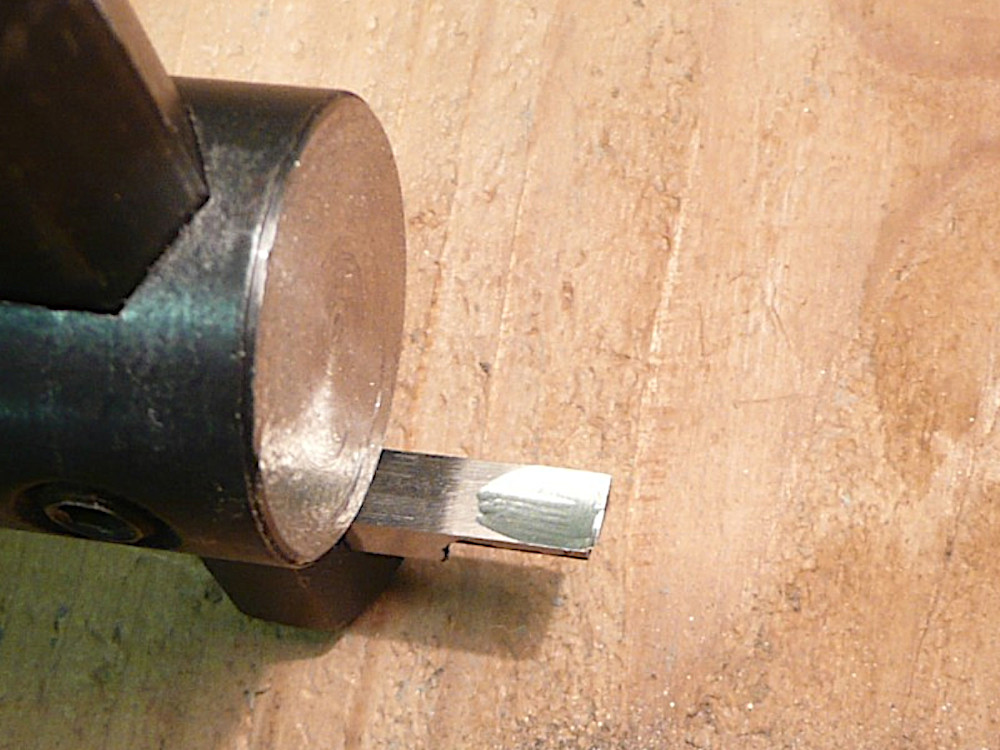
One thing I noticed only after I started work grinding the inside surface of the trepanning tool is that the square hole in the end of my fly bar is not exactly perpendicular to the bar. The way I had it mounted, the cutting end of the tool was angled inward toward the lathe axis by a few degrees. As a result, the cylindrical surface on the inside of the tool ended with the elliptical arc you can see in the photo.
By the time I reground the tool at the halfway point in using it, I'd
resharpened the tool enough that I had to lengthen the tool, grinding back the
shoulder on my bench grinder and then extending the cylindrical part. This,
combined with the slight angle of the tool probably weakened the tool, but it
survived to cut the entire depth.

|
To center the whole affair, I removed the fly bar from the lathe headstock and replaced it with a center that I'd made to fit the headstock taper. With the center in place, it was easy to position the plate so the tip of the center fit the center-punch mark in the plate and then tighten all the mounting screws. This needed to be repeatable, and it was. Note that I also tightened the cross-slide gibs so the workpiece wouldn't threaten to move from side to side.
It needed to be repeatable because, halfway through trepanning the hole,
I had to re-grind my tool, which required removing the partially trepanned
blank so I could mount the dremel tool on the toolpost.

|
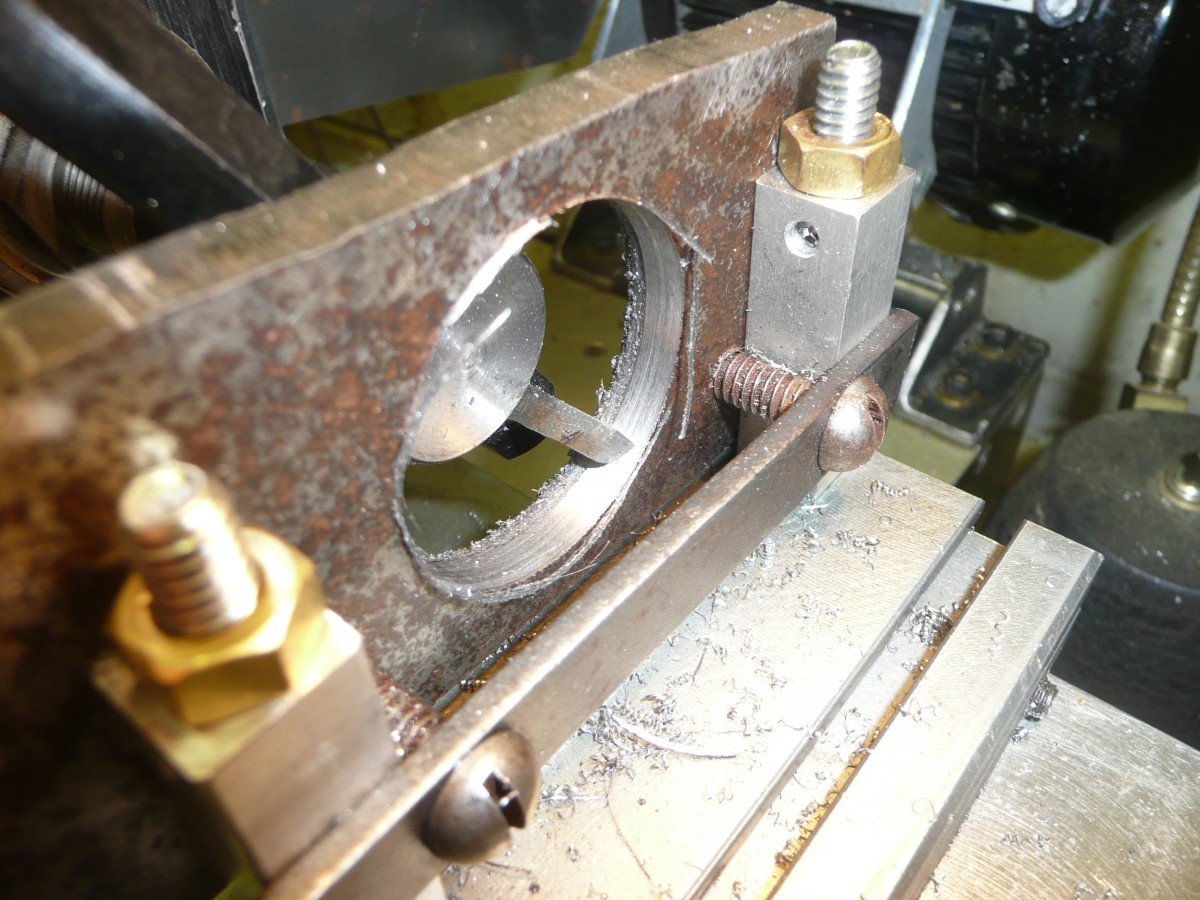
After mounting the fly bar holding the trepanning tool, I began to cut. Things went very smoothly at first. The tool did chatter a bit, but not too much, and (probably because of the chattering) the swarf was fairly fine dust. I paused regularly to add drops of oil to the circular slot, and as a result, some of the swarf ended up stuck to the plate just outside the groove.
Things got sticky, quite literally, as the groove got about as deep as it was wide. My guess is that the problem was grains of swarf getting lodged between the tool and the wall of the slot, but whatever it was, the tool would stop instantly, sticking firmly enough that you could feel the resistance when you tried to crank the lathe carriage back to relieve the pressure. Had I done the job on a much bigger lathe, I might have been able to simply power through the jams, but on my little Taig, that was not an option.
I had hoped to be able to just maintain a steady light pressure on the lathe carriage to make the cut advance cleanly, but the best I could do is only one or two revolutions of the tool before it jammed. I speculate that maintaining a steady stream of coolant-lubricant would have helped, as is possible with many machining centers, but what I had was an oil can with which I could give a squirt whenever the slot started to dry out.
Progress was slow, including two stops to re-sharpen the tool, and then I
noticed that the outside of the trepanning tool was wearing. The result was
that it was cutting a gentle taper on the outside of the groove while the
inside stayed cylindrical. At that point, I removed the workpiece,
re-mounted the dremel tool on the cross slide, and ground the
tool back to be cylindrical and long enough to make up for material lost to
sharpening.

|
I kept this up until I could see a slight circular shadow on the far side of the plate indicating that the cut was almost through. At that point, I used a crescent wrench as a lever to pop the circular plug from the hole. The wrench jaws were set much wider than the thickness of the steel plate for this. The final sharpening of the tool, done with a hand-held diamond file without removing anything from the lathe, put a slight angle on the cutting edge so the outside was cut just a bit deeper than the inside. That is why the plug popped out with the sharp rim attached to the plug, leaving a clean hole in the workpiece.
This photo and the next also show the back side of the setup. The two posts mounted on the cross slide are 1/2" square aluminum, drilled 1/4" lengthwise and bolted down with 1/4-20 UNC T-head bolts. The ends of the posts were flycut perpendicular to the sides, so they are good vertical references. The bar that clamps the workplace to the posts is a 1/2" by 1/8" hot-rolled steel bar drilled for the 1/4-20 screws that hold it to the workpiece.
Later, working on a different project, I tried using the same tool I'd ground for trepannig to fly-cut a roughly-sawed face of a different piece of cut from the same stock. What I discovered is that the tool did a bad job of fly-cutting because it was work-hardening the cut surface of the workpiece. The work hardened skin it produced was very tough, noticeably difficult to break through with a file and much harder than the metal under it.
Looking up advice on machining structural steel, there are many comments
that it is "free machining" and that high-speed steel tools don't work well
on it. These comments apply particularly to A36 steel, while my material
is probably the older A7 structural standard. I need to learn more about
this. I suspect that different relief and rake angles on the cutting tool
might make a difference.
|
I reversed the fly bar so that the hole in the bar held the tool at a slight outward angle. (As previously noted, the trepanning tool had been ground at a slight inward angle.) This angle provides some relief behind the cutting point of my boring bar.
I used the slight taper of the trepanned hole to set the depth of cut for
each boring pass. For the first cut, I started boring with the boring bar
just touching the wall of the hole about 2/3 of the way through. For the next
pass, I backed off to about 2/5 of the way through.
With plenty of space for the swarf to fly, boring went
very quickly, perhaps 15 seconds per pass and producing long stringy swarf.
After each pass, I checked with my caliper's outside jaws to see if the hole
was big enough. Recall that I locked the caliper to the dimension of the
drill-press quill. I stopped boring as soon as the caliper fit through the
hole.

|

|
Having marked and centerpunched the location of the depth-stop mounting hole,
I drilled it to fit. The correct size ended up being 1/4".
I also drilled a 1/8" hole where the finished product would have an inside
corner. Both holes were drilled on the drill press, with the plate clamped
to the press table.

|
This photo shows some finishing work in progress after hacksawing. The upper (sloping) side of the finger with the mounting hole has been ground to the scribed line, and the outside from approximately 1 o'clock to 3 o'clock is almost ground to the line.
All grinding was done on the coarse wheel of a bench grinder, with the support table adjusted so that the slightly hollow-ground edge was roughly symmetrical, deepest in the center and protruding equally above and below.
The next step was to hand file the exterior to flatten the slight hollow and in the process remove the coarse texture made by the grinder. This was done freehand in a vise, so the edge is not always perfectly perpendicular to the face, but the entire outside perimeter is non critical.
In theory, the bracket would work with the outside edge roughly hacksawed to
size, except for one thing. Having the clamping ring mostly uniform in
thickness makes it more likely to clamp uniformly. A wide variation in
thickness would leave the thin parts behaving as hinges between the thick
parts, reducing the contact area and allowing, potentially, for air and
moisture to enter the space between quill and bracket. A uniform thickness
is more likely to lead to a snug fit.
Slitting and Finishing

|
The photo shows my setup, using the cut-out slug from my adventure in trepanning as s prop to get the right height, with two hold-down bolts, one through the hole for the depth stop, and one through the hole for the quill (with a bar spanning that hole). The bolts are 1/4-20 UNC T-head bolts, and I had to turn down one of the nuts to half-thickness so it would clear the slitting saw mandrel.
I have read questions on-line about whether Harbor Freight slitting saws are any good for cutting steel. My answer is yes, based on this experiment, they cut just fine. I think those who said no were running them at high RPM because the saws have "Max. RPM 13,000" imprinted on them. That might be an OK RPM for cutting basswood or even brass, but to cut steel, go slow.
I made the slit through 5/16" thick steel plate in just one pass, running the saw at about 525 rpm, advancing the saw slowly and keeping the blade wet with oil. I started with the blade in the hole intended to fit the quill and cut toward the rear by moving the cross slide toward the front.
In the photo, if you look closely, you can see a pile of very fine swarf ahead
of the blade as it cuts. The oil made this pile rather stable and it simply
grew as the cut advanced. Another pile of very oily swarf accumulated on the
cross-slide next to the edge of the support slug, scraped off the sides of the
blade as it re-entered the cut from below. At no point did I experience any
symptoms of binding.
|
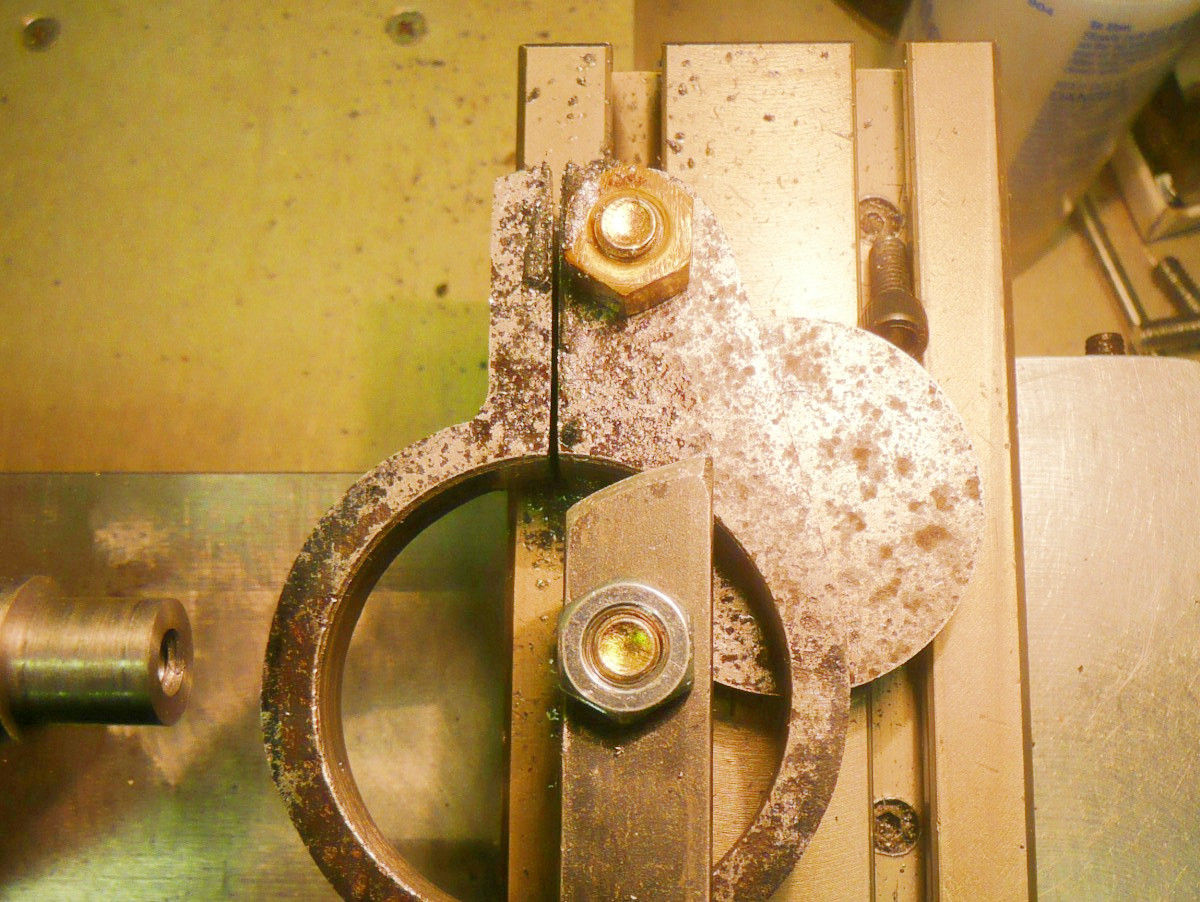
This photo shows the setup for slitting from above, after sawing. The sides of the slit don't look parallel, but at least part of this is due to the little piles of oily swarf along the edge of the slit, particularly at the far (top) end. I did not notice the sides of the cut being out of parallel after wiping the excess oil off of everything.
Speaking of excess oil, in the photo, you can see oil in the T-slot above the back hold-down screw, and you can see oil on the top of the cross-slide inside the large hole in the workpiece. This is the first job I've done on this lathe where I really could have used a cutting fluid reclamation and circulation system.
It's a little hard to see in this picture except by inference, but the support slug does bridge the T-slot. If it didn't, the two hold down bolts would be tipping the whole assembly out of horizontal as they pushed the edge of the support slug into the T-slot.
Since I originally wrote this, I have used the same saw blade to make at least ten more cuts in the same 5/16" (8mm) thick steel stock, both cutting around the outside of rectangular blanks and making several clamping slits. The blade still shows no sign of wear. All of my cuts have been through the full thickness of the plate in one pass, and I have seen no problems with the cut wandering over cut lengths a bit longer than one inch.
One change I have made is to do most of my cutting with climbing cuts. This saves oil (thereby reducing the mess). Why? Because with the blade entering the cut from the top, the workpiece scrapes oil off the blade and keeps it in a puddle on top, were it can easily recirculate. In contrast, a normal (non climbing) cut creates an oil puddle on the underside of the workpiece where most of the oil drips down onto the cross slide and carriage.
With climbing cuts (regardles of whether sawing, fly-cutting or milling) you
need to avoid all backlash! On a small lathe like my Taig, I do this by
using finger pressure on the cross slide. It really doesn't matter whether
you press against the direction of motion or with the direction of motion,
so long as you don't allow the saw to suck the workpiece into the blade. If
you do allow it, the saw stops instantly, jamming, the same symptom you get
if you feed too fast. This risks breaking the blade, although I have had
several saw jams with no ill consequences.

|
Before slitting, I drilled the hole for the 8-32 clamp screw, with a clearance hole through to the planned plane of the slit, and then tapped the remainder of the hole to beyond the depth of the clamping screw.
After slitting, I cut off the excess length of the clamping finger with a hand-held hacksaw, using a piece of steel sheet in the slit to prevent myself from marring the other side of the slit. I also took the time to round the end of the finger with a file, still using the steel sheet to protect the other face of the slit.
As a result of the way I protected the cut, you can see the marks left by the slitting saw in the kerf. As oriented here, the saw teeth were entering from the top left and leaving to the lower right. To the extent that the sides of the cut are rough, I suspect it was because the saw was dragging fine swarf into the cut.